專業(yè)解決五金衝壓難題
高(gāo)精密異形件加工,一站式解決方案



衝壓模具麵壓的設計R要求。(T=料(liào)厚)
1;關於麵壓模凹模的處理,由於(yú)產品料厚薄有(yǒu)異造成加(jiā)工的方法和麵壓方式不同,現規範料厚區域的加工和(hé)麵壓方式;
1.1) T≤0.2時底麵R取R0.1,若CNC加工精度不夠的(de)情況(kuàng)下(xià)可以采用電火花的加工方式
1.2) 0.2<T≤0.5時底麵R取R0.1~R0.2,若CNC加(jiā)工精度不夠的情況下可以采用電火花的(de)加工方式(shì)
1.3) 0.5<T≤0.8時(shí)底麵R取R0.2~R0.4,若CNC加工精度不夠的情況下可(kě)以采用電火花的加工方式
1.4) 0.8<T≤1.5時底麵R取R0.4~R0.6,若CNC加工精度不夠的情況(kuàng)下可以采用電火花的加工方式
1.5) 1.5<T≤3時底(dǐ)麵(miàn)R取R0.8~R1.0,若CNC加工精度不夠的情況下可以采用電火花的加工方式
谘詢熱線
15920074429
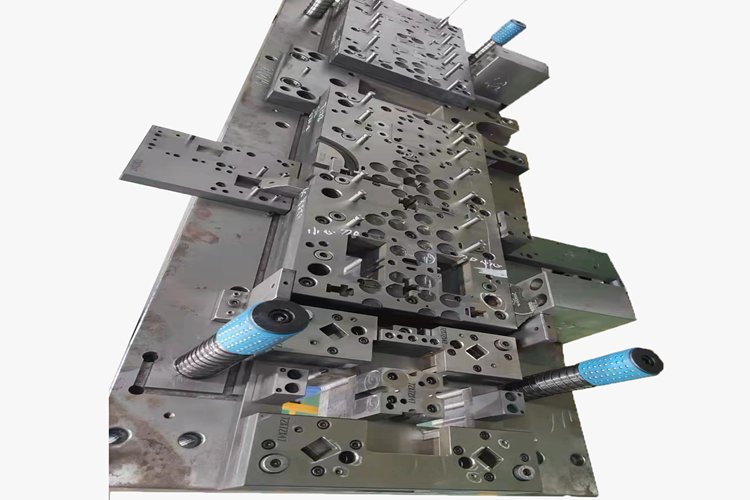
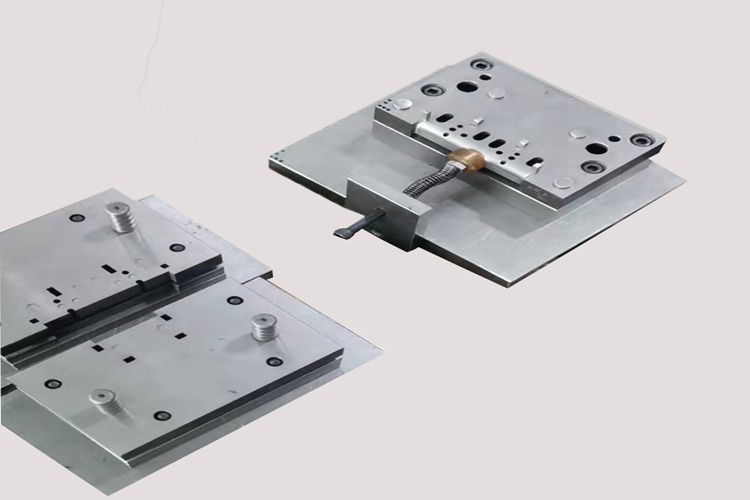
常見五金衝壓模具分類:
1.單衝(chōng)模,這是模具當中最簡單的一種模具,一性成形即可,在衝壓機的一次動(dòng)作中(zhōng),隻完成一道(dào)衝壓工序的模具。
2.複合模,隻有一(yī)個工序與動作,在(zài)衝(chōng)壓機的一次動作中,在同一工(gōng)序上同時完成兩道或兩道以上五金衝壓工(gōng)序的模具。
3.連續模,有些師傅也稱級進模,這是模具當中比較難的一種模具,利用自(zì)動材料送進器,同時具有兩個或(huò)更多(duō)的工序,在衝壓機的一次動作(zuò)中,在不同的工序上逐次完成兩道或兩道以上衝壓工序的模具。
4.傳遞(dì)模,綜合了單工序模和(hé)連續衝壓模的特點,利用機械手傳遞係統,實現產品的模內快速傳遞,可以大大提高產品的(de)生產效率,減低產品的生產成本,節儉(jiǎn)材料成本,並(bìng)且質量穩定可靠,便於模具維修(xiū)的特點。
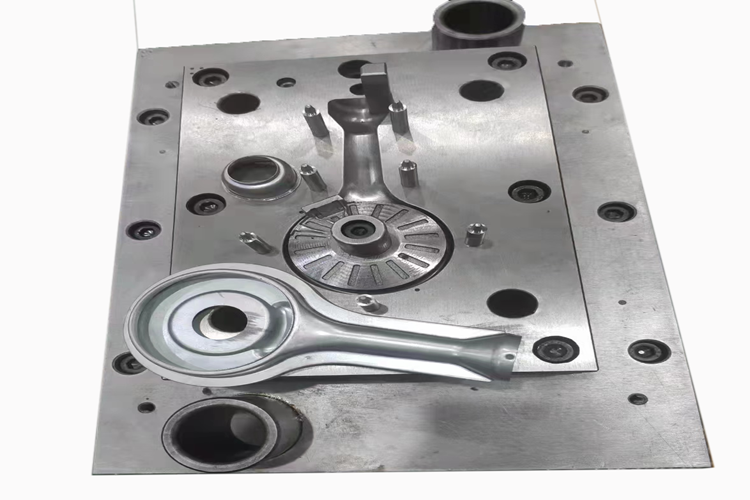
浩鑫精密擁(yōng)有30多台五金加工設備機器,並配備50多名專業操作人員,可承接工廠大批量的鎳片、五金片等定製、不鏽鋼衝壓件,銅衝壓(yā)件和(hé)鋁型材等五金衝壓件加工、衝(chōng)壓模(mó)具等,來(lái)圖來樣定(dìng)做加工各類精密五(wǔ)金衝壓件(jiàn)產品。保質保量 按時交貨 歡迎(yíng)來電谘詢:15920074429

全國服務熱線:
15920074429
全國統一(yī)服(fú)務熱(rè)線
15920074429
郵箱 :szhaoxinjingmi@163.com
總(zǒng)部地址:深(shēn)圳市(shì)龍華(huá)區觀瀾石頭角工業區11號