專業解決五金衝壓難題
高精密異形(xíng)件加工,一(yī)站(zhàn)式解決方案

2022-01-20 來源:浩鑫精密
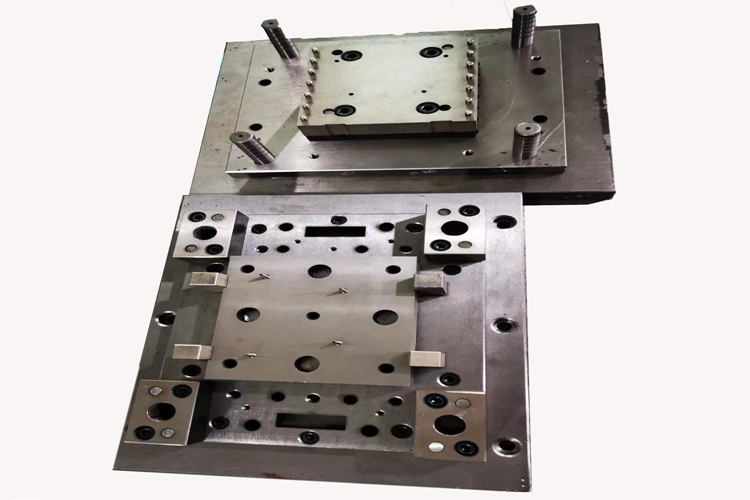
五金衝壓模具的使用(yòng)壽命與模具(jù)的服投條(tiáo)件,設計與製造過程。安裝使用及(jí)維護有(yǒu)關,因此要提高模(mó)具壽命,需要采用能改善這些條件的(de)相應措施。五金衝(chōng)壓模具(jù)結構的合理性,對五金衝壓模具的承載能力有很大的影(yǐng)響,不合理的結構可能引起(qǐ)嚴重(chóng)的應力集中或是過高的工作溫度,從而惡化了(le)五金衝壓模具的工作條件(jiàn),導致(zhì)五金衝壓模具過早失效。

(1)模腔結構的影響
冷墩、冷擠、熱鍛模一類受力大, 衝擊力高的五(wǔ)金衝(chōng)壓模具,采用整體式模腔引起局部開裂的整體開(kāi)裂,采用組合式模腔就可是免開裂(liè)現象。如塔形鍛造凹模(mó),采用組合(hé)式凹模後,就可降低模具表麵拉應力,避免應(yīng)力集中(zhōng)導致的早期斷裂,再(zài)如(rú)高速鋼(gāng)製的M12螺檢冷墩凹(āo)模。整體式的壽命約(yuē)為1萬作。預應力組合式的(de),由於避免了尖角處的應力集中,降低了五金衝壓模具受力時的應力梯度,其壽命達到6萬(wàn)件,克服了整體式的早期脹裂現(xiàn)象。
(2)模腔過渡圓角半徑R的影響(xiǎng)
模腔大多(duō)含有過度圓角(jiǎo),合理的過(guò)渡圓角R對模具壽命影響很大。冷擠凹模的(de)金屬人口處的形狀(zhuàng)和內徑圓角R對模具壽命的影響(xiǎng),可提高模(mó)具(jù)壽命(mìng),熱鍛模(mó)的圓角半徑同樣對五金(jīn)衝壓模具壽命影響很(hěn)大,如根腔(qiāng)外願角半(bàn)徑R由(yóu)1mm增大5mm時,最大比較應(yīng)力可破少近40%,,顯著地提高五金衝壓(yā)模具壽命(mìng)。熱鍛模的內圓角半輕也要合理選擇,過小易使模鍛工作條件惡化,鍛模易於磨損。根據經驗,內圓角半徑值可按R=(2~3.5) R選取(qǔ)(R為外圓(yuán)角半徑)較為合適。
(3)五金(jīn)衝壓模具工作部位角度的影響
反擠壓凸模的集中結構形式,擠壓力(lì)下降20%,五金衝壓模具壽命顯著提高,但其頂部斜角也不宜過大。否剛易因偏(piān)裁而導致模具彎(wān)曲折斷。錘鍛模、壓鑄模、塑料模等型腔模具的拔模斜度對製件的脫模及模(mó)腔底部圓角處應力狀態有直接影響,其中鍛模(mó)更為明顯。模鍛斜角及圓角半(bàn)徑對底部最大比較應力的影響。如(rú)某連杆鍛模,當拔模斜度由7°改為10°後模具壽命(mìng)由3000件提高到5000件。當然,角度的最佳值應根據五金衝壓模具的部位做出分析和(hé)選(xuǎn)擇。

全國服務熱線:
15920074429
全國統一服務熱線
15920074429
郵(yóu)箱 :szhaoxinjingmi@163.com
總(zǒng)部地址:深圳市龍華區觀(guān)瀾石頭角工業區11號