專業解決五金衝壓難題
高精(jīng)密異形(xíng)件加(jiā)工,一站式解決方案

2022-05-23 來源:浩鑫精密
五金(jīn)衝(chōng)壓件加工衝(chōng)裁過(guò)程分(fèn)析【浩鑫精密】-五金衝壓件加(jiā)工的過程是在瞬間完成的,在模具刃口尖銳,凹、凸模間隙正常(cháng)時,這個過程大致可分為三個階段,91视频网站一起來看下吧:

①彈性變形階段。當凸模開始接觸板料並下壓(yā)時,在凸、凹模壓力(lì)作用下,板料表麵受到壓縮產生彈性變形,板料略有壓入凹模洞口現象(xiàng)。由於凸、凹(āo)模間間隙的存(cún)在,在衝裁力作用下產生彎彎曲力矩(jǔ),使板料同時(shí)受到彎曲和拉伸作用,凸模(mó)下的(de)材料略(luè)有彎(wān)曲,凹模上的材料則向上翹。間(jiān)隙越大,彎曲和上翹現象越明顯,而板料的(de)彎曲和上又使凸、凹模端麵與板材表麵接觸(chù)麵越來越向刃口的附近,此時,凹、凸模刃口周圍材料應(yīng)力集中現象嚴重(chóng),位於刃口端麵的材料(liào)出現壓痕,而位於刃口側麵處的材料則形成圓角。由於開始壓力不大,材料的內應力還(hái)未達到屈服點,仍在彈性範圍內,若撤走壓力,板料可恢複原狀。
 ②塑性變(biàn)形階(jiē)段。凸模繼續下壓,材料(liào)內應力達到(dào)屈服點,板料在其與凸、凹模刃口接觸處產生塑性剪切變形,凸模切入板料,板料下部被擠入凹模洞內。板(bǎn)料剪切麵(miàn)邊緣的圓角(jiǎo)由於彎曲和拉伸作用加大而(ér)形成明顯塌角,剪切麵出現明顯(xiǎn)的(de)滑移變形,形成一段光(guāng)亮且與板麵垂直的(de)剪切斷麵。凸模繼續(xù)下壓,光亮剪切帶加(jiā)寬,而衝裁間隙造成的彎矩使材料產生彎曲應力,彎曲應力(lì)達到(dào)材料抗彎強度時便發(fā)生彎曲塑性變形,使衝裁件平麵邊緣上出現“穹彎”現象,隨著塑性剪切變(biàn)形的發展,分(fèn)離變形應力隨之增加,終至凸、凹模刃口側麵材料(liào)內應力超過抗剪強度,便(biàn)出現微裂紋。由(yóu)於(yú)微裂紋產生(shēng)的位置是在離刃尖不(bú)遠的側麵,裂紋的產(chǎn)生也就留下了毛刺。
②塑性變(biàn)形階(jiē)段。凸模繼續下壓,材料(liào)內應力達到(dào)屈服點,板料在其與凸、凹模刃口接觸處產生塑性剪切變形,凸模切入板料,板料下部被擠入凹模洞內。板(bǎn)料剪切麵(miàn)邊緣的圓角(jiǎo)由於彎曲和拉伸作用加大而(ér)形成明顯塌角,剪切麵出現明顯(xiǎn)的(de)滑移變形,形成一段光(guāng)亮且與板麵垂直的(de)剪切斷麵。凸模繼續(xù)下壓,光亮剪切帶加(jiā)寬,而衝裁間隙造成的彎矩使材料產生彎曲應力,彎曲應力(lì)達到(dào)材料抗彎強度時便發(fā)生彎曲塑性變形,使衝裁件平麵邊緣上出現“穹彎”現象,隨著塑性剪切變(biàn)形的發展,分(fèn)離變形應力隨之增加,終至凸、凹模刃口側麵材料(liào)內應力超過抗剪強度,便(biàn)出現微裂紋。由(yóu)於(yú)微裂紋產生(shēng)的位置是在離刃尖不(bú)遠的側麵,裂紋的產(chǎn)生也就留下了毛刺。
③斷裂分(fèn)離階段。凸模繼續下行,刃口側麵附近產生的微裂紋不斷擴大並向內延伸發展,至上、下兩裂紋(wén)相遇重合,板料(liào)便(biàn)完全(quán)分離,粗糙的斷裂帶同時也留在衝裁件斷麵上,以後凸模再下壓,已分離的材料(liào)便從凹模(mó)型(xíng)腔中推出,而已形成(chéng)的毛刺同時被拉長留在衝裁件上。
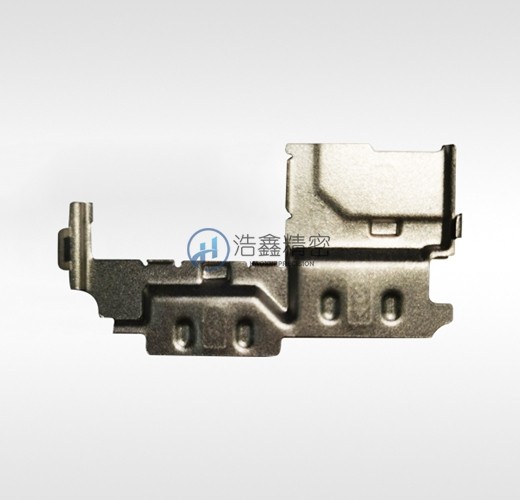
浩鑫精密五金(jīn)是(shì)一家集(jí)設計(jì)、生(shēng)產、加工為一體的五金件衝壓加(jiā)工廠家,擁有(yǒu)10年專業經驗,專業設計加工:異形五金件衝壓加工、五金衝壓模具、衝壓彈(dàn)片、精密衝孔、異形微(wēi)孔加(jiā)工等(děng).

全國服務熱(rè)線(xiàn):
15920074429
全國統一服務熱線
15920074429
郵(yóu)箱 :szhaoxinjingmi@163.com
總部地址:深(shēn)圳市龍華區觀瀾石頭角工業區11號