專業解決五金衝壓難題
高(gāo)精密異形件加工(gōng),一(yī)站式解決方案

2022-06-27 來源:浩鑫精密
首先根據微細孔加工要求、工藝條件,選擇電火花加工的工藝方法。其次是電極準備,根據所選定的工藝方法及電極(jí)縮放量,按要求設計電極圖樣,並製作成所需(xū)的工具電極。然後(hòu)是工件準備,與衝模電火花穿孔加工類似,主要進行備料、模塊機械加工及熱處理(lǐ)等各工序。
電極的裝(zhuāng)夾與校正電極裝夾與校正的目的,是把電極牢固地裝(zhuāng)在主軸的電(diàn)極(jí)夾具(jù)上,並使電極軸線與主軸軸線(xiàn)一致,保證電極與工作台麵和(hé)工件垂直;電(diàn)極水平麵的x軸軸線與工作台和工件的(de)x軸軸線平行。常用的校正方法如下:
1.按電極側麵校正電極。當電極側麵麵積為較大的直壁麵時,可用千分表(biǎo)(或百分表)校正電極上下、左右(或前後)移動時的位置(zhì)。
2.按電極(或固(gù)定板)的上端(duān)麵作基準麵校正電極的垂直度,按平直側麵校正電極的(de)水平位置。
3.按電極端麵火花放電校正。如果電極端麵為平麵,可用精規準使(shǐ)電極與模塊(kuài)平(píng)麵進行火花放電,通過調節使四周均勻地出(chū)現放電火花(huā),即可完成電(diàn)極的校正。
4.工件的裝(zhuāng)夾(jiá)與校正型(xíng)腔模加工的工件(jiàn)裝夾(jiá)比較簡(jiǎn)單,在一(yī)般情況下,可將工件直接裝夾在墊塊或工作台上,然後通(tōng)過(guò)工作台的坐(zuò)標移動,使工件中心線和十字滑板移動方向一致,以便於電極和工件間的校(xiào)正。最後用壓板壓緊。
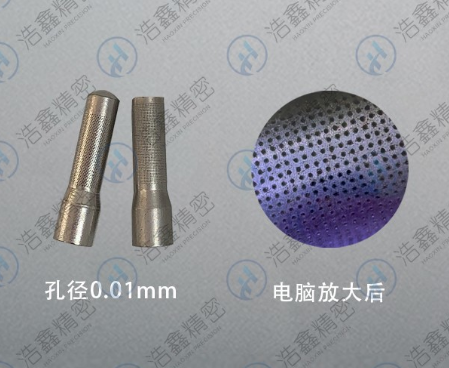
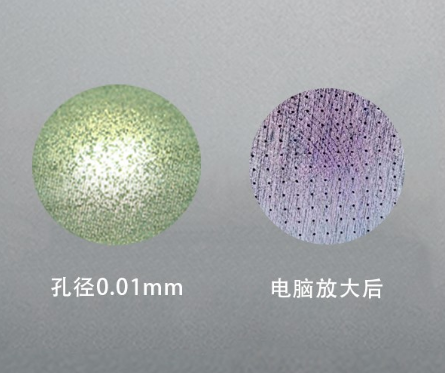
浩鑫精密異形微細孔加(jiā)工範圍:提供(gòng)金屬、鋁合金、模具鋼(gāng)、銅、不鏽鋼、鈦合金(jīn)、非金屬、鋁基板、銅基板等材質的精密零部(bù)件、工件、非標件微小孔加工。

全(quán)國服務熱線:
15920074429
全國統一服務熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳市龍華區(qū)觀瀾石頭角工業區11號