專業解決五(wǔ)金衝壓難題
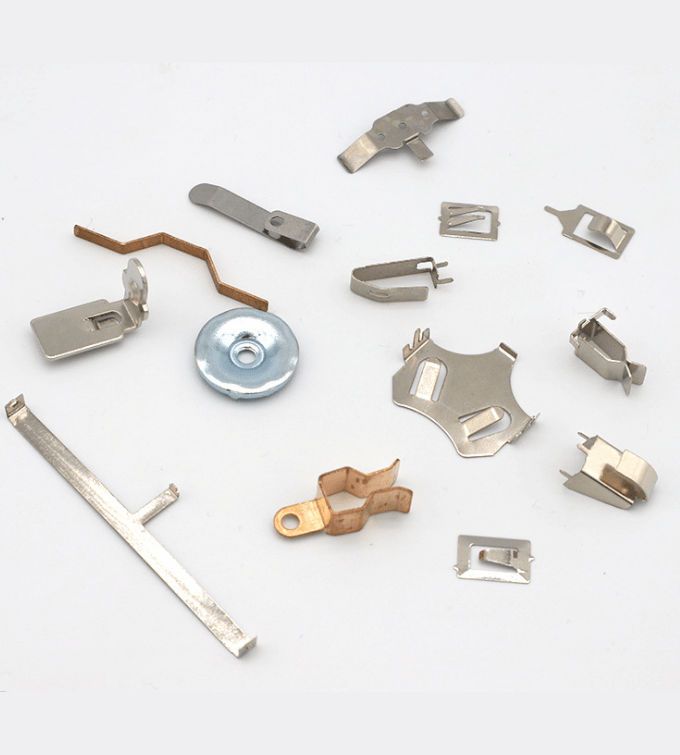
高精密異(yì)形件加工,一站式解決方案
高精密異(yì)形件加工,一站式解決方案


2022-09-26 來源:浩鑫精密
91视频网站都知(zhī)道衝壓工(gōng)藝在生產中的方法是多樣性的,這是由於(yú)衝壓(yā)件的形狀、尺寸、精度要求、原材料性能等的不同而(ér)區分的,主要(yào)分為衝裁、彎曲、拉深和成形(xíng)四大類衝壓加工工藝(yì)的工序。
衝裁工序操作主要是通(tōng)過落料、衝孔、切斷、修邊、切舌、部(bù)切來進(jìn)行,之後就是進行彎曲工序,主要是需要將棒料、板料、管材、型(xíng)材彎曲成一定角度和(hé)形狀(zhuàng)的衝(chōng)壓成形工序,之後將板料卷圓(yuán),再進行衝壓件(jiàn)的扭曲操作;而(ér)拉深工序,淺而已(yǐ)見的就是進行拉(lā)深和變薄拉深的工序操作;到最(zuì)後就是成形工序,將半成(chéng)品板料進行(háng)翻孔(kǒng)、翻邊,再雙向拉力作用(yòng)下變形,成形各種空間曲麵(miàn)形狀(zhuàng)的(de)製件,在空心毛(máo)坯或管狀毛(máo)坯的某個部位上,使其徑向尺寸減(jiǎn)小,再進行擴口、起伏、校形來完成;
不過在大量生產中,這些衝壓工序(xù)單一去(qù)進行都不適合,會造成生產率低,不能滿足生(shēng)產需求;所以91视频网站都是采用組合工序,也就是把兩(liǎng)個以上的基本工(gōng)序組合成一道工序來進行加工操作。這樣就會提高生產率。

全國(guó)服務熱線:
15920074429
全國統一服務熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳市龍華區(qū)觀瀾石頭(tóu)角工(gōng)業區11號