專業解決五金衝壓難題
高精密異形件加工(gōng),一站式解決方案

2021-10-28 來(lái)源:浩鑫精密
在五金衝壓件加工過程中容(róng)易出現彎曲件彎曲後(hòu)出現撓曲與扭曲。彎曲時(shí)的撓曲是指被彎曲件在垂(chuí)直(zhí)於加工方向產生的(de)撓,而扭曲則街往是(shì)在撓(náo)曲的基礎上(shàng)發生的扭轉變形。
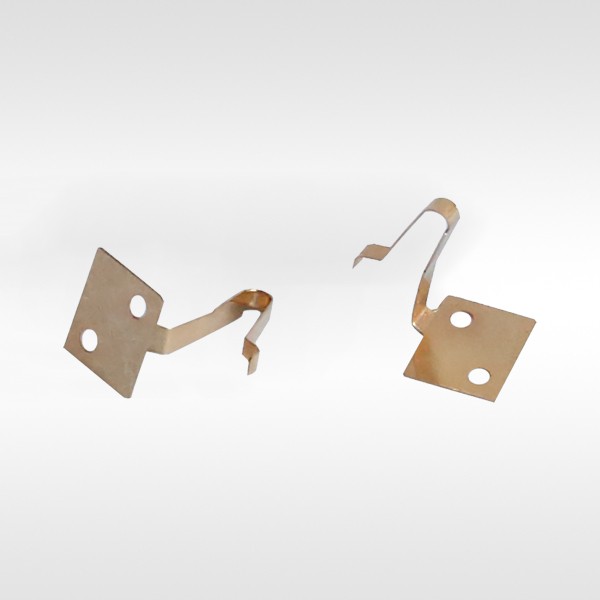
1.產生原(yuán)因是:當板料彎曲時(shí),在彎曲後彎曲(qǔ)方向(長度(dù)方向)產生變形的同時,在垂直於彎曲的寬度(dù)方(fāng)向(xiàng)上的材料也會發生移動,這(zhè)是因為中性層外側的材料(liào)由(yóu)於受(shòu)拉而變薄,這時(shí)寬度方向上的(de)材斜(xié)便(biàn)滑移(yí)過來補充這一變化,所以中性層外側的材料在寬度方向上會產生收縮。與此相反,在彎曲過程中,中性層內側的厚度加大,使得寬度(dù)方向產生伸(shēn)長。這樣的結果使彎曲(qǔ)件產生弓形撓曲。顯然,如(rú)果寬度方向上材料的(de)收縮與伸長不均勻,就會產生扭(niǔ)曲現象。
2.為了盡可能消除撓曲和扭曲現象,應注意從以下方麵采取措施。
a.彎曲件材料(liào)的成分、組織與力(lì)學性能等應均勻。彎曲件材料的成分、組織與力學性能等如果不均勻,則在彎曲變形過程中由於材料內部的滑移情況不(bú)同,就容易產生撓曲和(hé)扭曲(qǔ)。
b.板料纖維方向應與彎曲(qǔ)方向有合理夾(jiá)角,通常應盡可能使彎曲方向垂直(zhí)於板料纖(xiān)維方向。但如果必須在兩個方向上同時進行(háng)彎曲,則應采取斜排樣,使彎曲方向與板材纖維方(fāng)向(xiàng)成45°
c.彎曲板料的平整度。如果彎曲所(suǒ)用的板料不平整,則會產生嚴重的撓曲和扭(niǔ)曲現象。所以在此種情況下,應在(zài)彎曲加工(gōng)前采用校平機或退火來改善板料的平整度。
d.保證彎曲形狀的(de)合理性(xìng)。彎曲後內應(yīng)力不均勻,會使切口部位向左右張開,結果(guǒ)使彎曲部位產生撓曲。為了防止這類情況發生,在工件落料時切口管不切開,彎曲後再切掉連接部位。
e.模具要有較高的剛性(xìng)。對於(yú)外橫向尺寸較大的彎曲件,在模具內彎曲時,由於模具的剛性不好,也(yě)會產生撓曲、扭(niǔ)曲。因此必須保證模具要有(yǒu)較高的剛性。
f.如果工件要求的幾何形狀精度較高,則在彎曲後應采(cǎi)用校正的(de)方法加以(yǐ)修正。

深圳浩鑫精密五金是一(yī)家集(jí)設計、開發、生產、加工為一體(tǐ),專業從事異形(xíng)五金衝壓件及異形微細孔加工的公司。擁(yōng)有歐洲超(chāo)精密微米級微細加工設(shè)備、五金衝壓、五金模具設備, 16-250T 衝床、台灣精密磨床,銑床。產品廣(guǎng)泛應用於(yú)精密連接器彈片,繼電器彈片,微型馬達彈片,精密拉伸件,家電精密彈片,智能電子元件,醫療彈片,等消費(fèi)類(lèi)電子行業。

全國(guó)服務熱線:
15920074429
全國統一服務熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳(zhèn)市龍華區觀瀾(lán)石頭(tóu)角工業區11號